海德堡CPC自动控制系统筒介
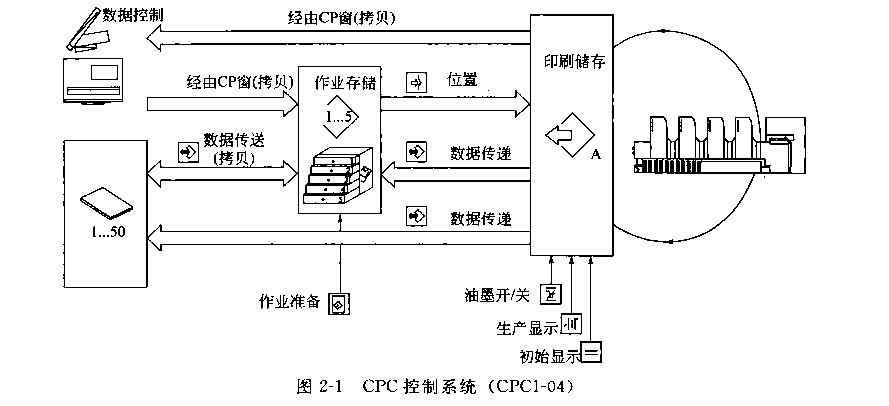
海德堡计算机印刷控制系统(computer printing control)简称CPC系统。该系统由墨 量和套准遥控装置(CPC1)、印刷质量控制装置(CPC2)、印版图像测试装置(CPC3)、套 准控制装置(CPC4)、数据管理系统(CPC5)、自动监测和控制系统(CP-tronic)以及各装 置的扩展系统构成,如图2-1所示。
1. CPC1印刷控制装置

海德堡CPC1印刷控制装置由遥控给墨装置和遥控套准装置组成,图2-2为CPC系统控制台。
(1) CPC1-01
这是基本的给墨和套准遥控装 置。该装置通过控制台上的按键对 墨斗电魂机进行控制实现墨量的调 节,对套准电动机进行控制实现多 色印刷的套准。
1)墨量的控制海德堡印刷机 在轴向将墨区分为32个(对开印刷 机,四开机则为20个)区域,每个 墨区的宽度为32. 5mm,对印刷机组
进行墨量调节时,可通过调节单个①一控制键;②一储存装置;③一光笔;④一墨量显示和墨量调节键
的墨区墨量来实现。在CPC1-01的控制台上[图2-3(a)],设有控制伺服电动机[图2-3 (C)]的32组调节按键,分别对应于32个墨区。每组有两个按键,上面的按键为加墨按键, 下面的按键为减墨按键。按键的上方为墨量显示器,与调节按键一样也有32组,分别对应 着32个墨区,并且每一组显示器都由16个发光二极管组成,用于显示该区域墨膜的厚度, 调节的范围在0〜0. 52mm内,每一小格代表0. 01mm [图2-3(b)]。
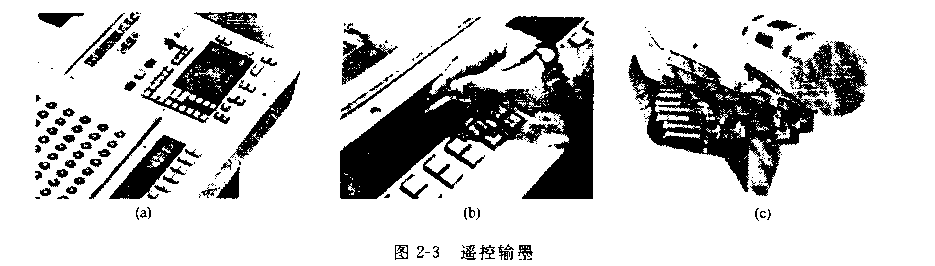
整个墨斗出墨量的调节,可以通过控制台上的按键改变墨斗辑间歇回转角度的大小来实 现。墨斗辑回转角度的调节也是通过伺服电动机控制的,回转角度的大小可以在按键上方的 显示器上显示,这时显示的数值为实际回转角度与最大回转角度的百分数,例如显示器显示 "45"表示墨斗辅的实际回转角度为最大转角的45%,调节精度为最大回转角的1%。
2)套准的控制控制台上有两组按键用于控制印版滚筒轴向和周向的套准,控制过程 是通过安装在印版滚筒轴端的伺服电动机实现的。在控制台上用放大镜观察印样的十字套准 线,确定各色的套准误差。然后通过机组选择按键选择对应的机组,并通过套准控制键进行 调节。同样,控制调整的数值可以在各自按键的上方显示出来,调节精度为0.01mm,调节 范围为2mm。
(2) CPC1-02
该控制装置采用光笔和按钮进行墨量的整体快速和局部遥控调节,有储存记忆功能。与 CPC-01相比,增加了存储器、处理机、盒式磁带和光笔。使用光笔可向存储器中输人相应 区域的墨层厚度和墨条宽度,以备调用。盒式磁带还可以储存CPC3印刷版测读装置所提供 的预调数据。
(3) CPC1-03
该控制装置与CPC1-02相比,增加了随动控制和随动自动控制装置。常与CPC2印刷 质量控制装置结合使用,使用时光将CPC2装置测定的每个区域的墨层厚度换算成给墨量调 整值,并显示在控制台的随动显示器上,再根据偏差值进行校正,能快速、准确地达到合格 印刷品的标准数值。
(4) CPC1-04
CPC1-04为海德堡印刷机另一种新型墨量及套准遥控系统,可完全取代原先的CPC1-02 和CPC1-03装置,并兼容了其所有功能。这种新型的控制系统信息显示采用与海德堡的CP- tronic (又称CP窗)相同的等离子显示器,而且操作和显示方式也与CP-tronic类似,因而 使CPC与CP-tronic系统联动控制更加筒便。
CPC1-04系统功能也进一步丰富多样,信息以图像表示,与CP窗系统相似,使印刷控制与故障诊断等操作更趋简捷,提高了工作效率。CPC1-04系统整机套准遥控由一组单独控 制键操作,程序更加合理。墨区遥控伺服电动机和印版滚筒套准电动机的控制比以前也有了 重大改进。印刷品墨量分布值一经调定,可以同时控制120个墨区电动机进行墨量控制,使 整机上墨和水墨平衡所需的时间比以前缩短50%以上,与此同时CPC1-04现在也比原先能 同时控制更多的套准用伺服电动机,从而更大地减少了换版和印刷工作准备时间。
与海德堡印版阅读器CPC31或海德堡印刷数据管理系统CPC51联用,CPC1-04系统可 以对比以前更多的印件进行墨量分布预调和数据储存。例如,在CPC31上50个不同印件的 网点分布信息,通过磁卡,在CPC1-04系统上同时进行数据转换和分析,预设墨量分布数值,并分别储存起来,从而可以大大提高预设 定工作的可靠性和效率。后期生产的CPC1-04 系统还可以对海德堡公司印刷机的上光单元进 行精确的套准控制。
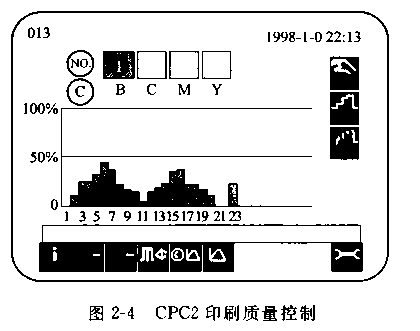
2. CPC2质量控制系统 (1) CPC2印刷质量控制系统 图2-4所示是一种采用印刷质量控制条来 确定印刷品质量标准的测量装置。质量控制条 放置在印刷品的咬口或拖梢处能较好地对整个 版面墨量和印刷毛病进行控制和调整。如果咬 口或拖稍处没有位置,也可放置在版面两侧。
通常这种色彩控制台可以和多台印刷机接口,其测量值的数据可以通过传输网络输送到其他 印刷机的中央控制台,也可以输送到其配备的打印終端。将所需的数据资料打印出来,在印 刷中通过计算机把实际的光密度值转换成控制色彩的输人数据来保证印刷质量。
该装置的同步测量失可在数秒钟内对印刷质量控制条的全部色阶进行扫描,一次操作能 测定6〜8种颜色。然后确定诸如色密度、容限偏差、网点增量、印刷反差、清晰度、色调 偏差、灰度值以及重影、叠印牢度等特性参数值,并将这些数据与预调参考值相比较。上述 结果通过屏幕显示出给定值或相对规定值的偏差值,操作人员可以根据提示采用手动或自动 随动方式加以校正。
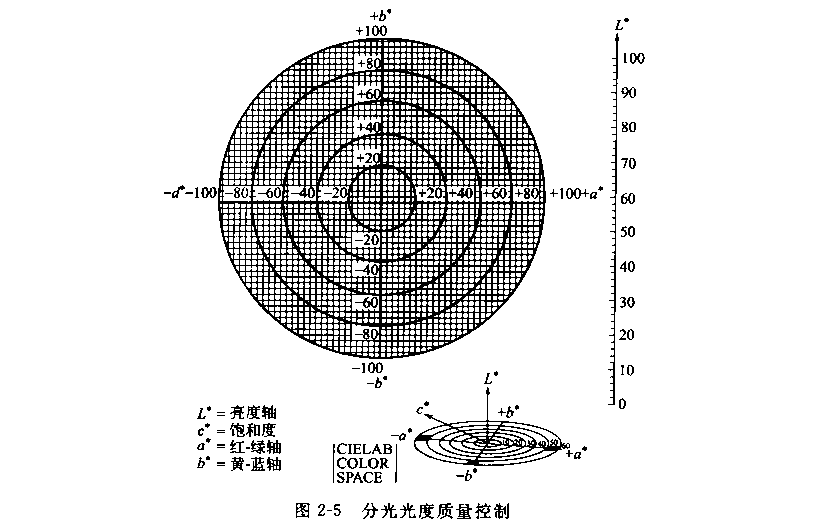
图2-5是应用分光光度测定法对彩色进行真实测定,可以测出人眼感觉到的颜色,图中 所示的三维L* a* b*色空间直观显示彩色体系中的所有颜色,两边的色块显示出了光密度 测定和光谱测定之间的区别,左侧是青色实地,右侧是特种绿色。若采用会使青色及特种绿 色都产生相同读数值的红色滤色镜,则两种颜色将具有相同的光密度值,只有用光谱测定法 才能如同我们用目测方法看到的一样,清楚地揭示出这些颜色的区别一值表示。
色彩控制系统有如下两种质量控制方法。
1) 光密度测定质量控制装置。它是在印刷质量控制系统上测定整个印张幅宽上所有颜 色的实地和半色调光密度,通过印刷自动控制系统把所有的实地密度偏差转换成油墨调定值 并把它显示出来。如有需要,它还能自动进行必要的校正,这种根据实地光密度进行的自动 控制有助于给墨量在正式印刷过程中保持稳定。
2) 分光光度测定质量控制装置。它采用光谱测量和分光光度测定,再根据标准的测量 条的灰色、实地、重叠区和加网区计算出印刷机的控制值,然后再通过印刷自动控制装置, 以确保最佳地复制出符合从其他参照物标准得到的基准值。图2-6所示是一套配有扫描分光传感头的测量系统,这种测量系统可以记录精确描述某色彩空间的三维坐标,根据这个三维坐标, 就可以准确确定一个颜色([*«*6*空间)。
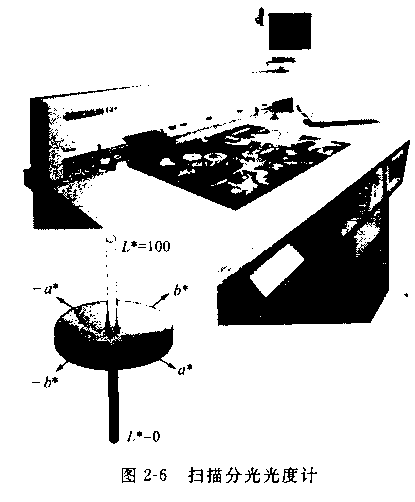
图2-7为扫描分光光度计工作原理图。首 先系统将光源经光学测量元件所采集的光照 射到彩色控制条的测量标体上,当扫描移动 时,测量标体的反射光经过光导元件传送到 固定在测量装置的分光光度计上。分光光度 计采用全息衍射光棚进行测量,其测量过程 如图2-7(b)所示,全息衍射光棚所接收到来 自测量标体的反射光,发送到二极管阵列, 由二极管阵列将其分解为可见光范围内的窄 波段光,则油墨的反射光谱就按每lOnm的波 长间隔一个测量值记录的方式保存(其记录 36个测量值),再根据反射光谱计算油墨的色 度值。采用这种方法的色彩测量,与人眼对 色差非常敏感一样,能够评测出任何一点色差。