叼纸牙式涂布机结构及特点
(1)操作方法用手工将纸从续纸台送到压印滚筒叼纸牙,经过涂布胶辊涂布上光油后在A点将纸交给传送带进入干燥箱。
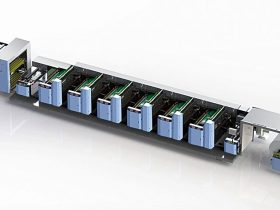
(2)机型特点一是适合各种厚度纸张上光,从60g/m2铜版纸到450g/m2纸板都适用。这是因为滚筒上的叼纸牙适应纸张范围宽,不论软纸或纸板,就连塑料薄膜和塑料片基都能适应。叼纸牙的牙垫一般用橡胶材料,适应纸张种类也较宽泛。第二个特点是该机几乎所有上光油都能涂布,如UV设备光油、水性光油、油性光油、压光油等。这是因为叼纸牙叼住纸不会粘在涂布辊上下不来。另外涂布辊涂布过程中总是被浸油辊润湿着不会出现干皮现象,因此对黏性高、溶剂含量高、挥发性强的上光油较适应。第三个特点是涂布压力较三辊式涂布机大,可看出压印滚筒的直径约400mm,能承受几吨的压力,涂布压力大且涂布较均匀。而三辊式上光机涂布辊直径一般130mm,辊的轴端直径更小,承受压力过大会弯曲。上光油一般黏度较低,涂到纸上的光油若不均匀平整,可增大压印辊的压力将光油压平、压均匀,这样还可节省上光油。上光并非油上得越厚越亮效果越好,而是恰到好处的厚度最理想,特别是表面光滑的铜卡纸只需上2-3/im厚的UV光油就可达到理想光泽,若用三辊式上光机最少要涂5/mi以上,而用叼纸牙式上光机就可通过增加压印压力涂布到理想厚度。叼纸牙式涂布机涂布光油厚度随着光油黏度和压力变化而变化,这点不如网纹辊涂布机。因此上光时需随时观察上光效果,随时调整光油黏度和滚筒压力,否则就会出现废品。
(3)上光油的调整方法该型涂布机要求t光油的黏度用涂-4杯测量时间为35?50s,黏度太低浸油辊转移到涂布胶辊上的光油量很少,涂布光油量不够。黏度太高转移到涂布辊上的光油沿圆周方向出现一垄一垄的现象,由于该机没有串墨辊,这些垄状光油转移到纸张表面使上光膜层表面出现一条亮一条暗的上光效果。降低上光油黏度方法有两种,一种是给油加温,UV机上光油可加热到55°C,水性油或压光油可加热到40°C,这种方法优点是不改变油的固含量,只需要一台恒温水域加热器,将储油桶放在水槽内,电热器将水加热,水槽内设温控器控制水温,用恒温的水加热光油。这种加热方法不会使光油接触高温,保持光油化学物理性质不变,若用加热管直接放在油桶内加热。