质量自动检测设备已经逐渐应用到标签印刷企业的成品检测中,为标签印刷企业带来了良好的收益。下面介绍一下质量自动检测设备的检测原理。
质量自动检测技术是现代光学、电子学、软件工程、信号处理与系统控制等多学科的交叉与融合。图1是质量自动检测设备的工作流程。其中,光学采集设备由工业摄像机、光源及配套图像采集卡等硬件组成,其主要作用是获取通过采集位置的标签图像,为后续的分析与处理提供素材,相当于人的眼睛。判断识别单元由工业控制计算机及植入的图像处理与分析软件、控制软件构成,是质量自动检测设备的核心部分,最终形成缺陷的判断并能向后续执行机构发出指令。而自动控制是将检测结果变换成具体操作的硬件,比如常见的声光报警器、废品剔除装置或喷墨机、贴标机等做标记的装置。
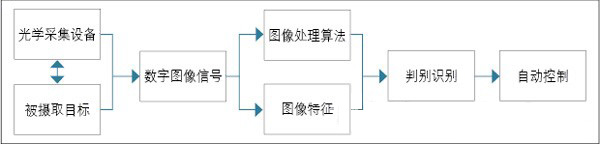
图1 质量自动检测设备的工作流程
印刷缺陷检测主要采取图像比对的方法进行。如图2所示,上部的图像是通过摄像机采集到的实时图像,下部为事先采集并存储下来的标准图像。检测时,首先将两幅图像通过定位等方法重合,然后进行逐点(逐像素)对比颜色或亮度差异,当两者之间的差异超出事先设定的范围时,即判为缺陷。图2中有两个可能被找出来的瑕疵点1和2,但由于瑕疵点2的面积较小,且亮度差异小于预先设定的差值,故不判为缺陷。
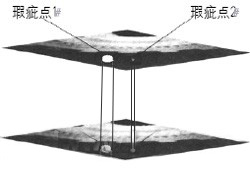
图2 印刷缺陷检测